Welcome to visit
产品咨询:service@trzczc.com





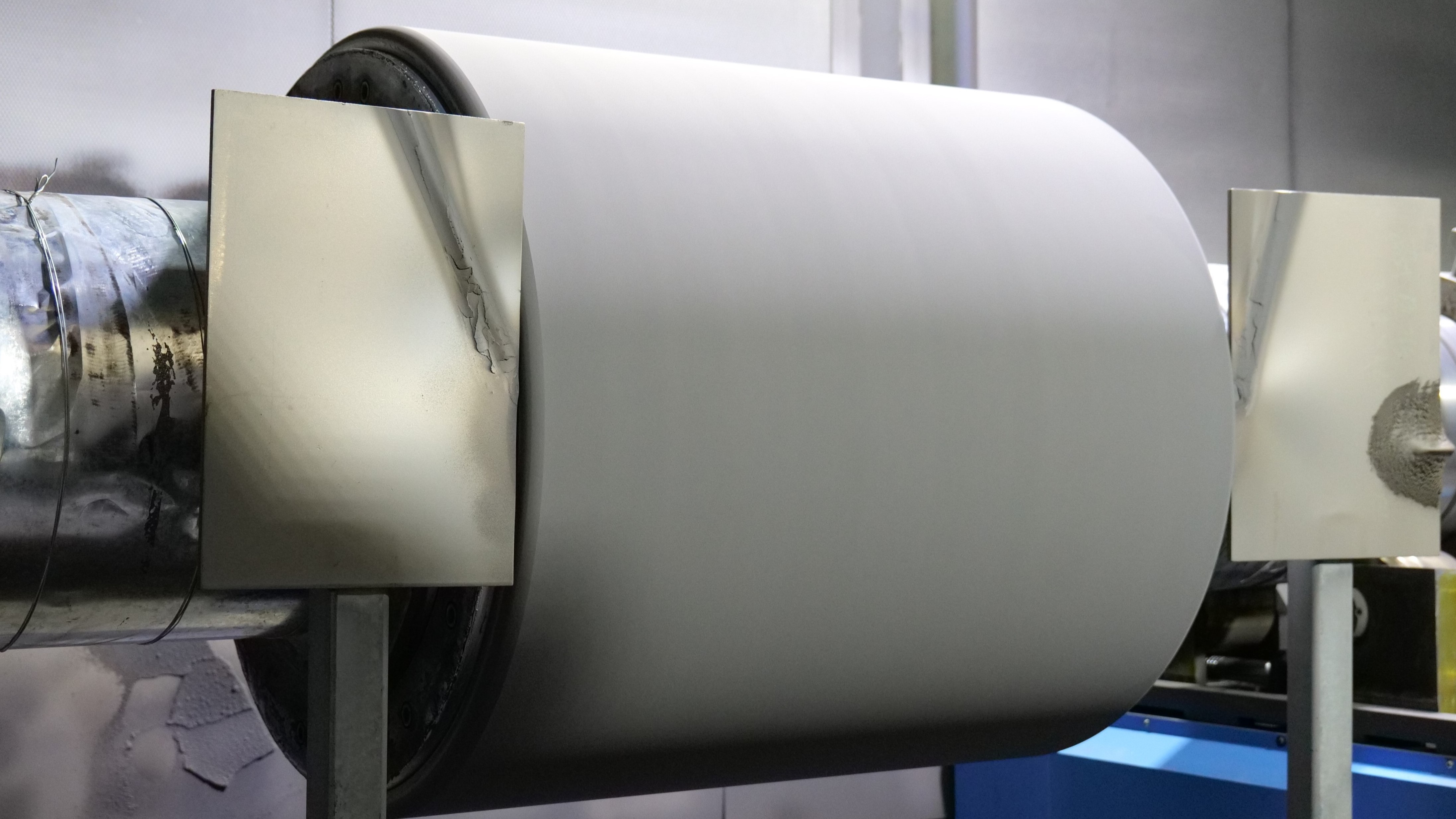
公司采用国际成套引进的高能超声速熔射增材技术,对铸铁或钢质烘缸表面进行耐磨、防腐和镜面化改性处理,尤其要克服铸铁烘缸表面的大量砂眼缺陷,通过烘缸表面成形的微纳米非晶态金属陶瓷超硬防护层,达到延长烘缸使用寿命,提升纸张品质的效果,经济效益显著。
| 工艺 | 涂覆层质量 | 硬度 | 防腐性能 | 寿命 | 光洁度 |
| 镀硬铬 | 基材砂眼处有缺陷 | HV800 | 中性盐雾≤120h | 约1年 | Ra0.2 |
| 热喷涂 | 涂层致密、与基体结合 | HV1100-HV1400 | 中性盐雾>1000h | >3年 | <Ra0.1 |





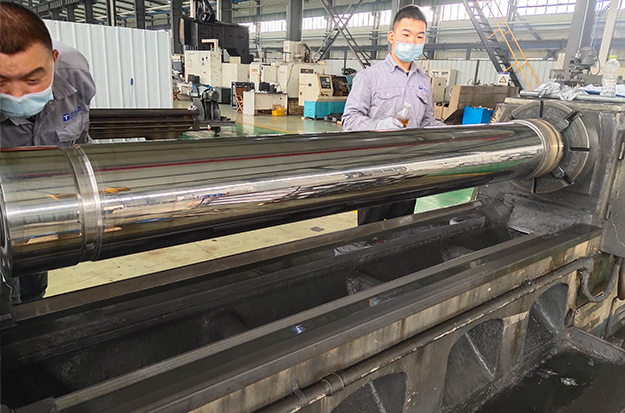
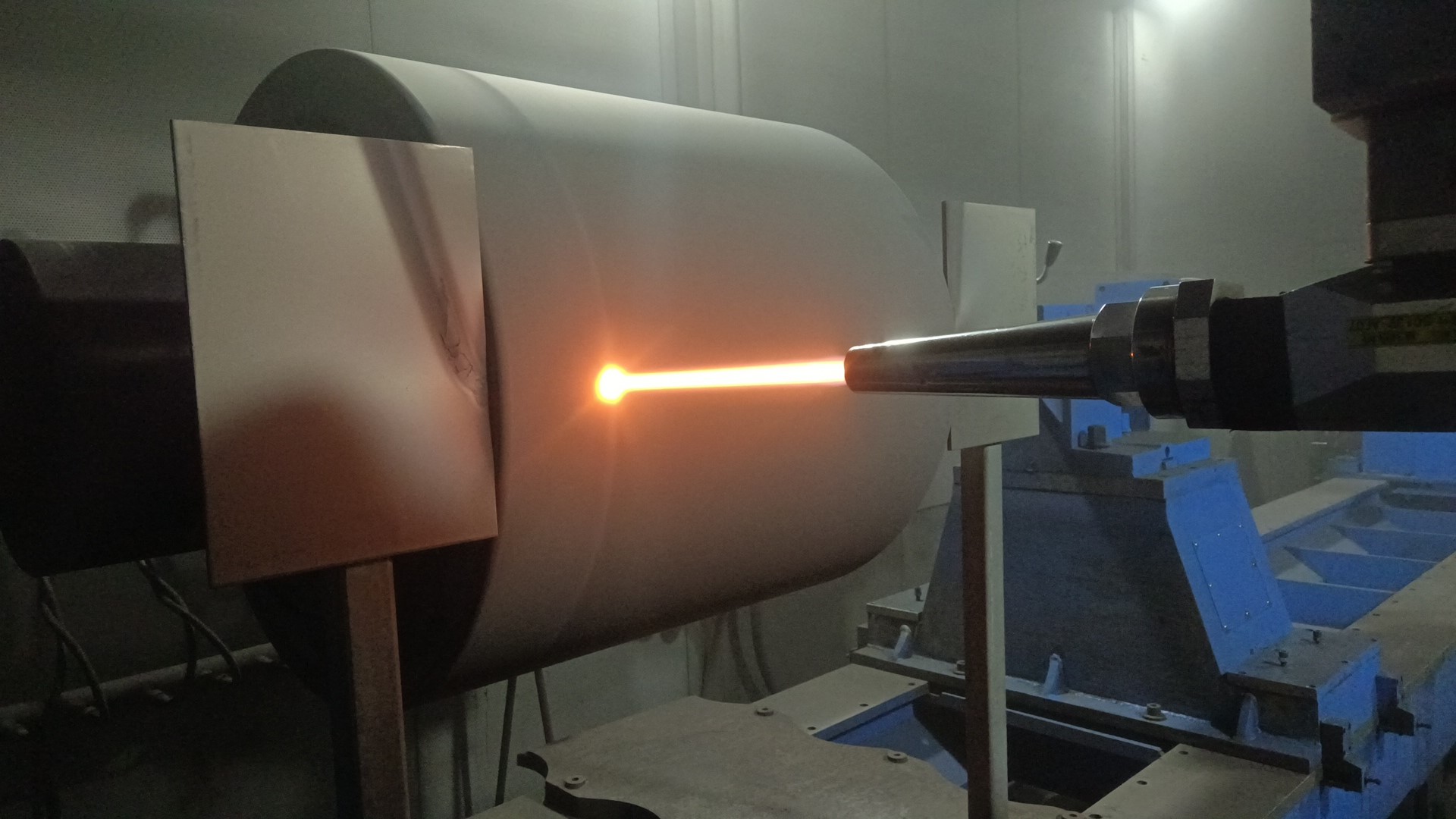
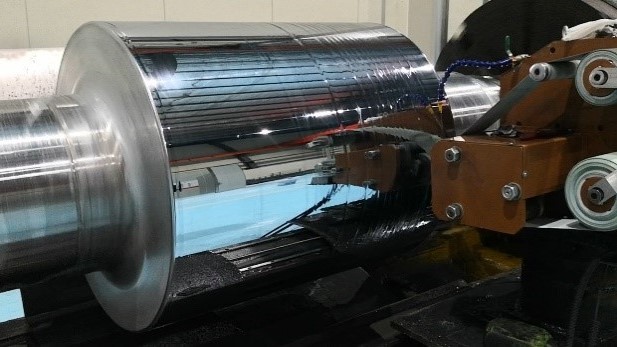
公司采用国际成套引进的高能超声速熔射增材技术,在金属辊轴表面制备超薄防腐耐磨合金强化层,涂覆层孔隙率低于0.2%,显微硬度 HV 1100-1500 可调整,与常见碳钢基材的结合强度大于 70 MPa,中性盐雾腐蚀性能大于 1000 h(优于镀铬),后经封孔、抛光等工序处理获得表面质量更优的防腐耐磨涂层。
| 序号 | 产品类型 | 涂层厚度 | 涂层硬度 | 价格 | 性 能 |
| 1 | ZC-CR01 | 8-10丝 | HV1100-1200 | 与镀铬相当 | >1.5×镀铬 |
| 2 | ZC-CR02 | 8-10丝 | HV1200-1300 | 1.5×镀铬 | >2.0×镀铬 |
| 3 | ZC-CR03 | 8-10丝 | HV1400-1500 | 2.0×镀铬 | >3.0×镀铬 |



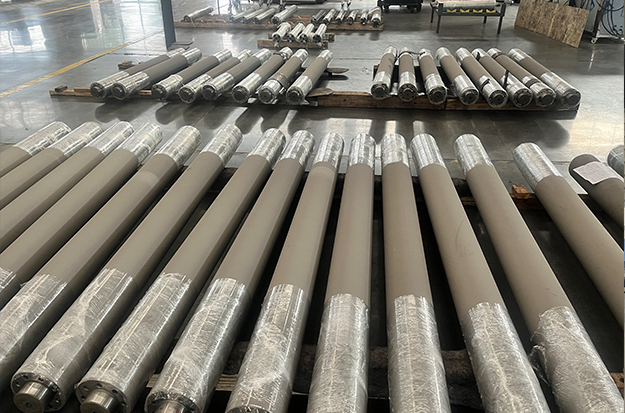

新能源电池极片辊压设备中,轧辊是实现极片辊压成型的核心关键生产部件,采用超音速火焰喷涂技术处理的高硬度高精度镜面复合辊,经高精度磨床磨削抛光处理后,直线度和圆周跳动基本控制在1um以内,使用寿命较镀铬提高10倍以上。
| 工艺 | 结合强度 | 涂层硬度 | 光洁度 | 直线度和圆度 | 轧制力 | 轧制速度 |
| HVAF | 90-100MPa | HV1350-1450 | <Ra0.01 | 0.001mm | 200-300t | 100-120m/min |



Copyright 2022. All Rights Reserved.鲁ICP备2022027141号-1  鲁公网安备 37108102000385号
鲁公网安备 37108102000385号
